With the advent of the industry 4.0 era, the role of machine vision in the field of intelligent manufacturing is becoming more and more important, how machine vision technology works, and why it is the right choice for process automation and quality improvement.

Machine vision technology is an interdisciplinary subject involving many fields such as artificial intelligence, neurobiology, psychophysics, computer science, image processing, and pattern recognition. Machine vision mainly uses computers to simulate human visual functions, extracts information from images of objective things, processes them and understands them, and finally uses them for actual detection, measurement, and control. The biggest feature of machine vision technology is its speed, large amount of information and many functions.
What is machine vision?Definition of machine vision: Machine vision is the use of optical contactless sensing devices to automatically receive and interpret images of real scenes to obtain information to control machines or processes.
Machine vision is the automatic extraction of information from digital images for process control or inspection of manufactured products.
â–² Machine vision application diagram
In order to better understand machine vision, below, we use the filling level detection system used by the brewery as an example:
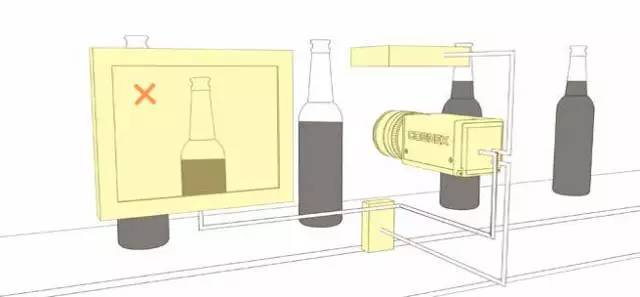
â–² Figure 1 Beer bottle filling level test example
As each beer bottle moves past the detection sensor, the detection sensor will trigger the vision system to emit a stroboscopic light and take a picture of the beer bottle. After capturing the image of the beer bottle and saving the image to memory, the vision software will process or analyze the image and issue a pass-fail response based on the actual fill level of the beer bottle. If the vision system detects that a beer bottle is not filled, ie, fails the test, the vision system will signal the diverter to remove the beer bottle from the production line. The operator can view the rejected beer bottles and ongoing process statistics on the display.
In addition, the machine vision system is also capable of making item measurements, such as determining spark plug clearance or providing positional information, guiding the robot to align components during manufacturing assembly. The example shown in Figure 2 is primarily to illustrate how the machine vision system can be used for oil filtration. (right) passes or fails detection, and measures the width of the center shaft head on the bracket (left).
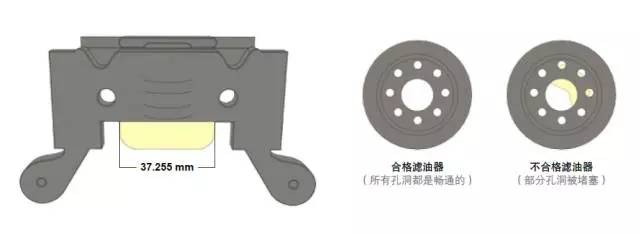
â–² Figure 2 The machine vision system enables real-time measurement and inspection on the production line, such as machining brackets (left) or oil filters (right)
In this application example, the fill level inspection system provides only two results, which shows the characteristics of the binary system:
1. If the product is qualified, the test result is “passedâ€
2. If the product fails, the test result is “Failedâ€.
What are the advantages of machine vision?Although human vision is best at qualitative interpretation of complex, unstructured scenes, machine vision excels at quantitative measurements of structured scenes, for example, on production lines, by virtue of speed, precision, and repeatability. Machine vision systems can detect hundreds or even thousands of components per minute. With the right resolution camera and optics, the machine vision system makes it easy to check the details of items that are too small for the human eye to see.
In addition, machine vision also prevents component damage and avoids maintenance time and cost of mechanical component wear due to the elimination of direct contact between the inspection system and the component being inspected. Machine vision also brings additional security and operational advantages by reducing manual involvement in the manufacturing process. In addition, machine vision also protects the clean room from human contamination and protects workers from the dangers of a hazardous environment.
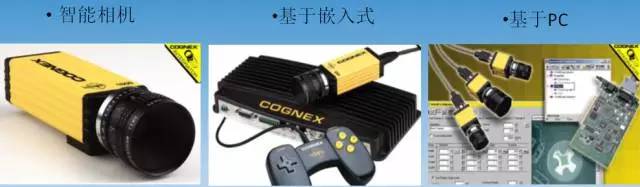
Classification of machine vision systems•Smart camera
• Based on embedded
• PC based
• Image acquisition: light source, lens, camera, capture card, mechanical platform
• Image processing and analysis: industrial control host, image processing analysis software, graphical interactive interface.
• Judgment execution: telex unit, mechanical unit

Description for Colorful Sleeves For Wire Cable Harness And Beautification
Expandable braided sleeves is ideal for a limitless number of electronic, automotive, marine and industrial wire management and bundling applications. Examples include engine compartment dress up, home theater wire management, customizing computer case wiring, office wire management, automotive harnesses, scuba hose protection, and many more. Threads of different colors and textures could be braided into different patterns. Each of our products is tailored to the client's business and needs.
PET polyester Expandable Braided Sleeving is flame-retardant and halogen-free. Braided sleeve offers durable abrasion resistance in a wide range of industrial applications. The open weave construction allows an easy installation on a bundle of hoses and cables, even if some with bulky or large connectors.
Totally expanded the sleeving can reach at least one point five times than the initial dimension.
Cable Protection Sleeve,Cable Sleeves Pc,Colorful Braided Sleeve ,Colored Plastic Sleeve
Shenzhen Huiyunhai Tech.Co.,Ltd , https://www.hyhbraidedsleeve.com